In the field of coating quality control, the cross-cut test is a classic and essential test method for evaluating the adhesion of coatings. In the face of different brands and specifications of paint film grids (commonly known as hundred grid knives) on the market, many customers are often confused: the more blades, the better? Or is the deeper the incision, the better?
As a technician, I will dismantle the selection logic of paint film gridter for you from the three core dimensions of test principles, international standards, and substrate characteristics.
1. The core basis of selection: standards and substrates
The most direct consequence of choosing the wrong grid is that the test results are invalid. Before selecting, it is important to confirm whether your test is based on ISO or ASTM standards, and whether your test substrate is hard (e.g., metal) or soft (e.g., plastic, wood).
1. Determine the number of teeth according to the test standard
ISO 2409 / GB/T 9286 (Multi-edge system):
This is the most commonly used standard in China and Europe. Under this standard, the scriber is typically supplied with 6 cutting edges (6 flutes).
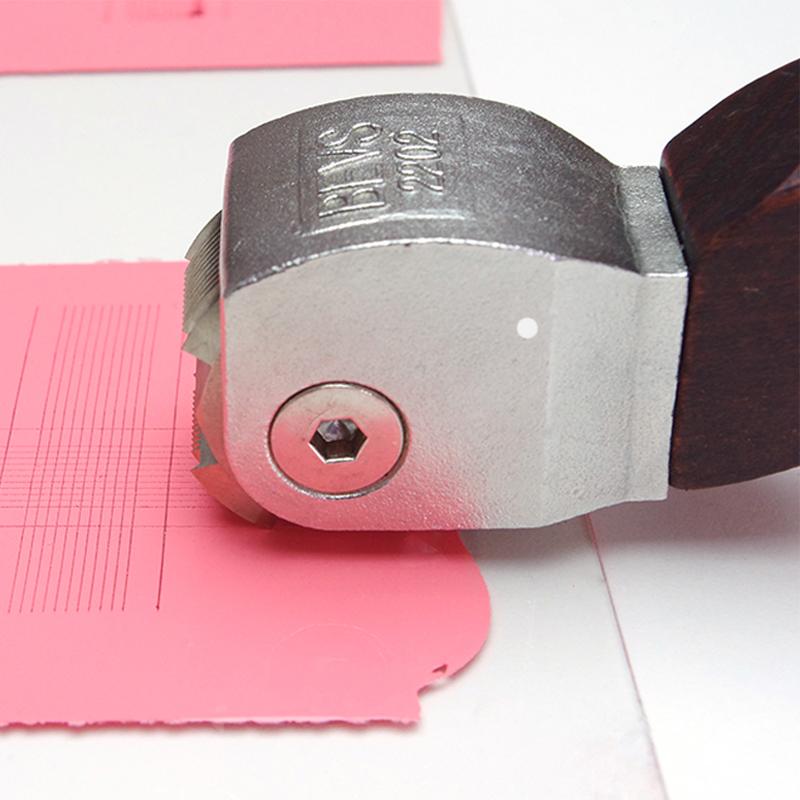
Hard substrate (such as steel): Use a 6-edge cutter to make 6 parallel cuts, rotate 90 degrees to form 25 squares.
Soft substrates (e.g., wood, plastic): Use a single-edge tool (or 1-edge tool) to make 6 parallel cuts.
ASTM D3359 (Single-Edge/Multi-Flute System):
American standard. For harder substrates, an 11-blade grid is usually used to make 11 cuts to form 100 denser squares.
Selection conclusion: If you are mainly for the domestic market or European standard orders, choose the 6-blade gridr; For American Standard orders, it is recommended to prepare an 11-blade gridter or a single-edge set.
2. The knife distance and blade are determined according to the coating thickness and the hardness of the substrate
The handle head of the scriber is usually replaceable, and two key parameters are marked on it: the number of teeth and the spacing of the teeth. The choice of spacing depends entirely on the thickness of the coating.
| Coating Thickness (μm) | Grid Spacing (mm) | Applicable scenarios |
| 0 - 60 µm | 1mm | Thin coatings on hard substrates (e.g. automotive topcoats, appliance coatings) |
| 61 - 120 µm | 2mm | Medium thickness coating on hard substrates (e.g. general industrial paint) |
| 121 - 250 µm | 3mm | Thick coatings on soft substrates (e.g. putty, plastic paint, wood coatings) |
Conclusion: If you only deal with regular metal painting, 6-flute bits with 1mm and 2mm pitch are a must-have combination. If wood or thick coatings are involved, be sure to have a 3mm cutter head.

2. Blade material and process: determine the service life
The core value of the paint scriber is the sharpness and durability of the blade. A blunt tool with a burr or tear coating on the edge of the cut, resulting in an inflated or low adhesion rating.
Alloy Steel vs. High-Speed Steel:
Ordinary alloy steel: inexpensive but less wear-resistant, suitable for small tests in the laboratory.
HSS/Carbide: Recommended for production lines or high-frequency testing. Carbide (e.g. tungsten steel) bits have extremely high red hardness and wear resistance, ensuring that the cutting edge remains sharp even after hundreds or even thousands of tests, ensuring consistent cut widths.
Conical Corner Design:
The professional griddle blade has a conical angle of 15° to 30° (formed by the convergence of two symmetrical bevels). This design ensures that the blade can easily cut through the coating directly to the substrate without damaging the coating on both sides of the cut due to the wide tip.
Selection conclusion: For high-frequency use scenarios, please choose a model with replaceable tool heads and materials made of high-speed steel or carbide. Cheap cutter heads that are molded in one go often do not have enough precision.
3. Operability: not just "one cut"
The gap between high-end scribers and entry-level products is often reflected in the consistency of the operating feel.
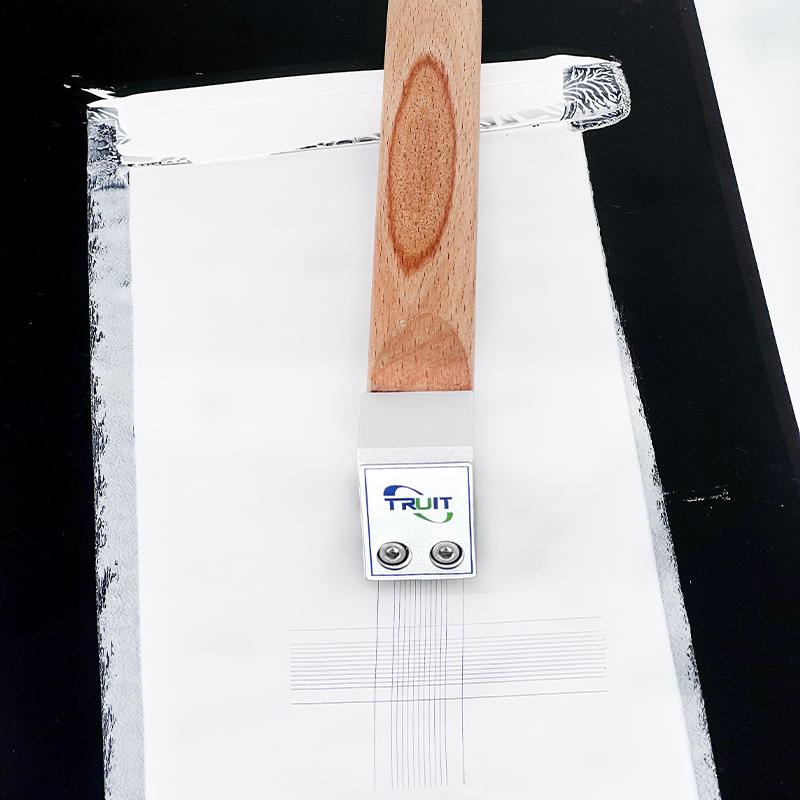
Guiding functions:
The biggest error of manual scribing is that the scratches are not parallel. High-quality grid machines often come with guide rollers or guide posts to ensure that the tool can travel in a straight line during the operator's application of force, without uneven scratch spacing due to wrist shaking.
Tool holder and pressure control:
Some scribers come with a balance weight or pressure spring. Although the standard does not mandate the size of the stroke force, maintaining a constant cutting pressure through the mechanical structure can significantly reduce the result deviation due to different operators.
4. Auxiliary tools: matching tape and brush
The grid is just a tool in itself, and the final rating also needs to be matched by auxiliary materials.
Tape: It must be a standard pressure-sensitive tape (usually 25mm wide) with a peeling force that meets the standard requirements (e.g. (10±1) N/25mm). Do not replace it with ordinary scotch tape, its peeling force difference will cause the result to be invalidated.
Soft bristle brush: It is used to gently brush off loose paint chips after gridging, and avoid artificially damaging the paint film before applying the tape.
Summary: Three steps to selection
Look at the criteria: Determine whether you need 6 or 11 blades.
Film thickness: Choose a grid spacing of 1mm, 2mm, or 3mm depending on the coating thickness.
Look at the substrate: choose multi-edged hard substrates, and single edges for soft substrates.
Investing in a high-quality paint film grader is not only to pass a QC inspection, but also to establish stable and traceable coating quality data. I hope this article can help you choose accurately and make every grid to the point.








